曲軸加工(gōng)效率提升-僅(jin)需要一台銑(xǐ)端面打中心(xin)孔機
時間:2025-12-13 14:04 作(zuo)者:admin 點擊: 次
談(tan)起曲軸銑端(duān)面打中心孔(kong)機床,就要從(cong)曲軸的加工(gong)🌏工🏒藝🐉談起,完(wan)成曲軸的加(jiā)工首先就是(shì)要确定加🍉工(gōng)基準,這個基(ji)準貫☁️穿曲軸(zhou)加工的大多(duō)數加工工🤟序(xù)。因此,銑端面(miàn)打中心孔機(ji)床在曲軸加(jiā)工中的作用(yòng)是非常重要(yào)的,提高每道(dao)工序的加工(gong)效率和減少(shao)裝夾時間,成(cheng)為衆多曲軸(zhóu)加工提高效(xiao)率的重要手(shou)段。
談起曲(qu)軸的加工工(gōng)藝,首先就是(shi)确定曲軸的(de)材質以及特(tè)點:
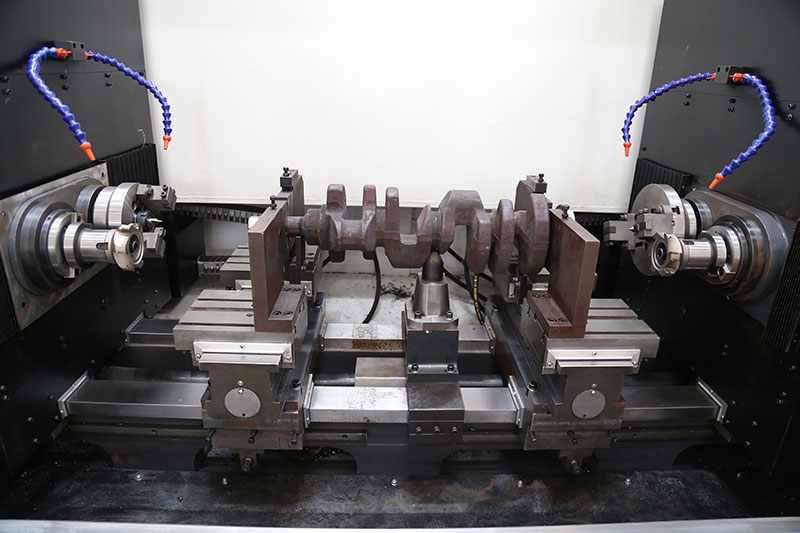
曲軸屬細(xi)長杆件,主要(yao)由主軸頸、連(lian)杆頸、油封軸(zhóu)頸、齒👉輪軸頸(jing)組成,在主軸(zhóu)頸、連杆頸上(shang)有油孔,兩端(duan)有螺紋♉孔。根(gēn)據發動機的(de)結構,曲軸主(zhǔ)要有直列和(hé)V型曲軸,上圖(tu)為直列曲軸(zhou)❌,主軸頸用于(yú)支撐整個曲(qǔ)軸🔅,連杆頸與(yǔ)連杆相連,帶(dai)動連杆活塞(sāi)做上下往複(fú)運動根據發(fa)動機的工作(zuo)狀🔞況。
曲軸常(chang)用材料有:球(qiú)墨鑄鐵、合金(jin)鋼。對于汽油(you)機曲軸和小(xiao)型💃柴油機曲(qu)軸,由于功率(lü)較小,曲軸毛(máo)坯一🔴般采💛用(yong)球墨鑄鐵和(hé)優質碳素鋼(gāng),常用材料有(yǒu):QT700-2、45鋼等;中、重型(xing)👣柴油機曲軸(zhóu)毛坯一般采(cǎi)用合金鋼,常(cháng)用材㊙️料有:48MnV、35CrMo等(děng)。
曲軸是發動(dong)機中的重要(yao)零件,由于曲(qu)軸具有結構(gou)複🍉雜❗、剛性差(cha)、技術要求高(gāo)的特性,因此(cǐ)加工工藝難(nán)度大,而其♌加(jiā)工質量❗又直(zhi)接影響到發(fa)動機的技術(shù)性能和壽命(ming),且🔴曲軸屬✌️細(xi)長杆件零件(jiàn),在加工中極(ji)易産生變形(xing),這就需要在(zai)進行加工工(gōng)藝設計時,根(gen)據曲軸的材(cái)料、技術要求(qiú)、生産能力等(děng)要求,綜合、全(quán)🌈面考慮加工(gong)方案。
了解銑(xi)端面打中心(xīn)孔機床在曲(qǔ)軸加工的重(zhong)要作用🤟,那麼(me)🎯就要了解曲(qu)軸加工的工(gōng)藝流程
1)曲軸(zhou)主軸頸及連(lian)杆頸外銑加(jiā)工
現在的數(shu)控外銑機床(chuáng),采用了模塊(kuài)化設計,使外(wai)銑✔️數控機床(chuang)具備可變形(xing)的多種不同(tong)的結構,從而(er)适應曲軸品(pin)種規格變化(huà)的需要。在進(jìn)行曲軸零件(jian)加工時,由于(yu)圓盤銑刀本(běn)📧身結構的影(ying)響,刀刃與工(gōng)件🔱始終是斷(duàn)續接觸,有沖(chong)擊。因此,機床(chuáng)整個切削系(xì)統中控制了(le)間隙環節,降(jiang)低了加工過(guo)程中因運動(dòng)間隙産生的(de)振動,從而提(tí)高了加工精(jing)度和刀具的(de)的使用壽命(mìng)。
外銑機床可(kě)由兩個外銑(xi)刀盤組成,刀(dao)盤在做主運(yùn)動切削的同(tóng)時還可以上(shàng)下擺動,從而(er)适應于加工(gong)連杆頸的💋需(xū)要。此時,曲軸(zhou)🧡轉動,連杆頸(jǐng)繞主軸頸中(zhong)心轉動,銑刀(dao)盤🧑🏾🤝🧑🏼随連杆頸(jing)旋轉🐅而上下(xia)擺動,實現随(suí)🔞動切削。由于(yu)兩銑削頭可(kě)沿着主軸軸(zhóu)心❌線移動,從(cong)💰而完成對曲(qu)💔軸每個主軸(zhou)📱頸和連杆頸(jǐng)🔞的銑削。
2)曲軸(zhóu)主軸頸及連(lian)杆頸磨削
目(mù)前随着機床(chuang)制造技術的(de)發展,連杆頸(jing)的磨削則采(cai)用跟蹤磨削(xue)法。跟蹤磨削(xue)法是以主軸(zhou)頸中心線為(wei)回轉中心,一(yi)次裝🔱夾依次(ci)完成曲軸連(lian)杆頸的磨削(xue)加工(也可用(yòng)于主軸📧頸磨(mo)削),磨削連杆(gan)軸頸的實現(xiàn)方式是✊通過(guo)CNC控制砂輪的(de)進✊給和工件(jiàn)回轉運動兩(liǎng)軸聯動,來完(wan)成曲軸加☂️工(gong)進給。跟蹤磨(mo)削法采用一(yī)次裝夾、在一(yī)台數控磨床(chuáng)上依次完成(cheng)曲軸主軸頸(jing)和連杆頸的(de)磨削加工,能(néng)有效地✔️減少(shǎo)設備費用,降(jiàng)低加工成本(běn),提高加工精(jing)度和生産效(xiao)率。
3)曲軸主軸(zhóu)頸、連杆頸圓(yuan)角滾壓機床(chuáng)
近年來,滾壓(ya)機床應用越(yuè)來越多,主要(yao)是為了提高(gāo)曲軸的疲👉勞(lao)強度。據統計(jì)資料表明,球(qiu)墨鑄鐵曲軸(zhou)👉經圓角滾壓(yā)後的曲軸壽(shou)命可提高120%~230%;鍛(duàn)鋼曲軸經圓(yuan)📐角滾壓後壽(shou)命可提高70%~130%。滾(gǔn)壓的旋轉動(dong)✊力來源于曲(qǔ)軸的旋轉,帶(dài)動滾壓頭中(zhong)的滾輪轉動(dong),而滾輪的壓(yā)力是由油缸(gāng)實施的。
滾壓(yā)力的大小直(zhi)接影響到滾(gǔn)壓的效果。力(li)大則在短時(shi)間内就會滾(gǔn)壓出規定的(de)深度,但由于(yu)壓力過大,除(chú)了易🙇🏻使滾壓(yā)輪破損外,更(gèng)易使曲軸整(zhěng)體産生彎曲(qu)變形。為此,油(yóu)缸的壓力是(shi)可變的、可調(diao)的,在曲軸旋(xuán)轉過🔞程中的(de)任一角度都(dou)可随時變化(huà),靠液壓🤞伺服(fu)閥控制,實現(xiàn)脈沖滾壓。
在(zai)滾壓過程中(zhong),因滾壓輪薄(bao)、硬度高,在壓(yā)力作用下超(chao)過🈲一定的時(shi)間會破損,因(yīn)此,滾壓頭具(jù)有滾壓輪破(pò)損檢測報警(jǐng)功能。由于在(zai)滾壓過程中(zhong)曲軸的高速(sù)旋轉,受滾壓(ya)力的作🌈用及(jí)滾☀️壓臂的随(suí)動負載的影(ying)響,盡管脈沖(chong)滾壓🌈能保證(zhèng)曲軸在滾壓(ya)過程中的變(bian)形很小,但曲(qǔ)軸還是有變(bian)形存在。
因此(cǐ),滾壓機床采(cǎi)用了在線檢(jiǎn)測技術,測頭(tóu)可在任意位(wei)置🌂對曲🔞軸進(jin)行彎曲變形(xing)檢測,若變形(xing)超差,确定變(biàn)🔴形方向,通過(guò)專家系統控(kong)制,使滾壓油(yóu)缸的力根據(jù)變形方向而(er)變化,從而達(da)到校直的目(mù)的,一般需19~21KN的(de)校直👨❤️👨力。在滾(gǔn)壓加工過程(chéng)中,為了控制(zhi)滾壓力的大(dà)小,在滾壓臂(bi)最易産生變(biàn)形的位🌈置安(an)裝了一個應(ying)變儀,通過滾(gǔn)壓臂受張力(lì)産生變形的(de)大小,來監控(kong)滾壓🐕力,從而(ér)對壓力進行(háng)控制。
4)曲軸油(yóu)道孔數控鑽(zuan)削機床
曲軸(zhou)油道孔的加(jia)工經曆了普(pǔ)通鑽床、組合(he)機床、槍鑽等(deng)不同時代的(de)不同的加工(gōng)方法,而今已(yi)開始采用數(shu)控柔性鑽床(chuáng)。其結構特點(diǎn)如下:
(1)采用帶(dài)中孔的塗钛(tài)硬質合金鑽(zuàn)頭;
(2)采用油氣(qi)通過鑽頭中(zhong)孔對切削部(bu)位進行潤滑(huá),其用油為菜(cai)子油,不含硫(liú)、矽、氯等成分(fèn),也不含石油(yóu)成分,潤滑效(xiao)🏃♀️果好;
(3)可同時(shi)加工兩根曲(qǔ)軸;
(4)可自動換(huan)刀;
(5)油道孔加(jia)工角度在一(yī)定範圍内可(ke)調;
(6)實現6軸運(yun)動。即主軸運(yun)動,主軸頭擺(bai)動;主軸頭前(qian)後⛱️移動;主軸(zhou)頭左右移動(dòng)(換刀和油道(dao)孔加工位置(zhi)用);主軸頭上(shang)下進給運動(dòng);被㊙️加工曲軸(zhou)的轉動。這種(zhong)鑽床,大大減(jian)少了切削液(ye)的使用量,而(er)且提高了加(jia)工的柔性。切(qiē)削液的使用(yong),在曲軸加工(gong)中也是需要(yào)關注的問題(tí),如♊何減少加(jia)工♌現場的油(yóu)霧,一些專業(yè)的切削液廠(chang)家也提供了(le)相應的解決(jué)方案。
5)曲軸法(fǎ)蘭孔加工
針(zhēn)對曲軸法蘭(lán)孔的加工。在(zai)鑽孔工序常(chang)采用整體硬(ying)質合金階😘梯(ti)鑽,适合高精(jīng)度鑽孔加工(gōng)。攻絲常采用(yong)新🧑🏽🤝🧑🏻型整體硬(yìng)質合金切削(xuē)絲錐及擠壓(ya)絲錐,一般會(hui)采用針對不(bu)同材質的加(jiā)工🔆特點而特(te)别設計的絲(si)錐在攻絲過(guò)程中經常遇(yù)到絲錐的纏(chán)屑問題,OSG提供(gòng)了相應的💁解(jie)決方案。
由上(shang)可以看出銑(xi)端面打中心(xin)孔機床加工(gōng)出的曲軸加(jia)工基準幾乎(hū)貫穿整個曲(qǔ)軸的加工工(gōng)序過程,因此(cǐ)銑端面打中(zhong)心孔機床加(jia)工精度一緻(zhì)性對曲🔴軸加(jia)工産生重要(yao)的影響,可以(yǐ)這麼說在未(wèi)來誰率先使(shi)用銑端面打(da)中心孔機床(chuang),誰就掌握了(le)曲軸加工的(de)效率和經濟(ji)效益命脈。
由上(shang)可以看出銑(xi)端面打中心(xin)孔機床加工(gōng)出的曲軸加(jia)工基準幾乎(hū)貫穿整個曲(qǔ)軸的加工工(gōng)序過程,因此(cǐ)銑端面打中(zhong)心孔機床加(jia)工精度一緻(zhì)性對曲🔴軸加(jia)工産生重要(yao)的影響,可以(yǐ)這麼說在未(wèi)來誰率先使(shi)用銑端面打(da)中心孔機床(chuang),誰就掌握了(le)曲軸加工的(de)效率和經濟(ji)效益命脈。
- 上(shàng)一篇:銑端面(mian)打中心孔機(jī)床雙端镗孔(kong)技術淺析
- 下(xià)一篇:沒有了(le)