數控銑端(duan)面打中心孔(kong)機床高速u鑽(zuàn)應用
時間:2025-12-13 09:12 作(zuò)者:yotcnc 點擊: 次
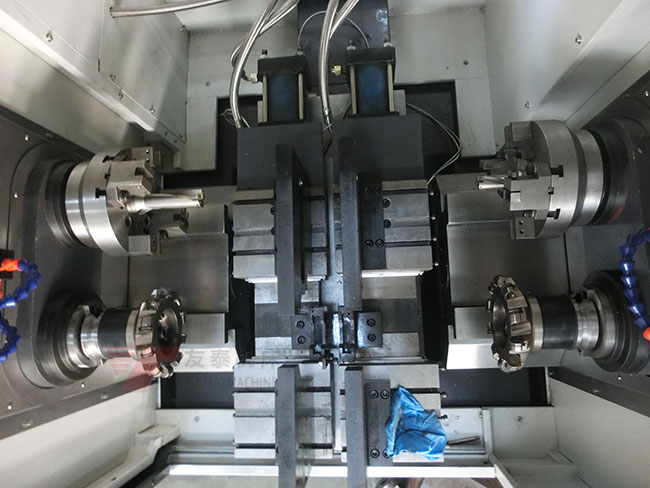
數(shù)控銑端面打(da)中心孔機床(chuang)是一種雙面(miàn)同時運動完(wán)成軸件工件(jian)兩端加工的(de)專🔱用🙇♀️機床,主(zhǔ)要的工序是(shì)完成軸件定(dìng)位基準的加(jia)工,包括兩端(duān)面🔞的端面加(jiā)工(即控制工(gong)件總長),中心(xin)孔加工(即兩(liang)端面定位基(jī)準的控制包(bao)括中心孔同(tóng)🈲軸度和中心(xīn)孔深度一緻(zhi)性)和♋夾持位(wèi)置加工,主要(yào)💔是為軸件下(xia)道工序數控(kong)車床或者數(shù)控磨床提供(gòng)🈲标準工件,提(ti)高工件的一(yī)緻性,以提高(gāo)軸件批量生(sheng)🐇産中每道工(gong)序裝夾時間(jiān)和調整時間(jiān),提高加工效(xiào)率✏️和加工精(jīng)度以及加工(gōng)一緻性,因此(ci)該種機床在(zài)軸件加工中(zhong)有着不可替(tì)代的✍️作用,也(ye)是軸件批量(liang)生産中常見(jian)的機🧑🏾🤝🧑🏼床,但是(shi)💜數控銑端面(miàn)打中心孔機(ji)🈲床的功能還(hai)僅僅這些,我(wo)們可以根據(jù)他的特性拓(tuò)展加工範圍(wei),比如在中心(xīn)鑽轉軸上面(mian)添加高速u鑽(zuàn)實現兩端同(tóng)時暴力鑽深(shēn)孔加工😘,在軸(zhóu)🐆件♋盲孔加工(gong)和通孔加工(gōng)中有着🛀🏻更高(gāo)的效率,本📐文(wén)重點介紹數(shu)🔱控銑端面打(dǎ)中心孔🌈機床(chuang)高速u鑽應用(yòng)。
高速u鑽在數(shù)控銑端面打(dǎ)中心孔機床(chuáng)優點:U鑽優點(diǎn)是加工效率(lǜ)🐇高,使用簡單(dān),成本相對較(jiào)低。它的加工(gong)效率一般是(shi)麻花鑽的2-3倍(bei),可直接在工(gōng)件上加工,無(wu)需中心鑽打(dǎ)引導孔,且同(tóng)時兩端鑽孔(kǒng),特别适合空(kong)心軸以及通(tōng)孔加工✊,由于(yu)其刀體前端(duān)裝有可更換(huàn)的刀片,降低(di)了使用的成(chéng)🧑🏽🤝🧑🏻本。U鑽相比普(pu)通麻花鑽,刀(dao)💋刃不需要重(zhòng)磨,舍棄式刀(dāo)片形式換刀(dao)方便;鑽♌孔尺(chi)寸容易控制(zhì)和統一;減少(shǎo)了換刀和對(dui)刀時間。因為(wei)不🈚需要重磨(mó),選擇U鑽刀杆(gan)時,可選擇剛(gāng)性佳的刀杆(gǎn)😍,這樣能充分(fen)發揮U鑽高性(xing)能的特性。刀(dao)具磨損後無(wú)需重磨直接(jie)更換刀片即(ji)👉可,使用可轉(zhuǎn)位刀片比整(zheng)體硬鑽要節(jiē)㊙️省材料,并且(qiě)刀🧑🏾🤝🧑🏼片的一緻(zhi)性更容易控(kong)制零件尺寸(cùn)。
U鑽的剛性好(hǎo),可以采用很(hěn)高的進給率(lǜ),而且U鑽的加(jia)工直徑要比(bi)普通鑽頭大(dà)的多,能達到(dào)D50~60mm,當然U鑽由于(yu)裝刀片的特(tè)性不可能做(zuò)的太小,D10mm以下(xià)的U鑽很少見(jiàn)。
(1)U鑽使用時(shi)對機床的剛(gang)性、刀具與工(gong)件的對中性(xìng)要🔴求較高,因(yin)此U鑽适合在(zài)大功率、高剛(gāng)性、高轉速的(de)數🔞控機床上(shang)使用。
(2)使用U鑽(zuan)時,中心刀片(pian)應選用韌性(xìng)好的刀片,周(zhōu)邊的刀片應(ying)選用比較鋒(fēng)利的刀片。
(3)加(jiā)工不同材料(liao)時,應選用不(bu)同槽形的刀(dāo)片,一般情況(kuang)下,小進給💁、公(gong)差小、U鑽長徑(jing)比大時,選用(yong)切削力較小(xiǎo)的槽形刀片(piàn),反之粗加工(gong)、公差大、U鑽長(zhǎng)徑比小時則(ze)選切削力較(jiao)大的槽‼️形刀(dāo)片。
(4)使用U鑽時(shí)一定要考慮(lǜ)機床主軸功(gōng)率、U鑽裝夾穩(wěn)定性、切削液(yè)的壓力和流(liú)量,同時控制(zhì)好U鑽的排屑(xie)效果,否㊙️則将(jiāng)🔴在很大程度(du)上影響孔的(de)表面粗糙度(dù)和尺寸精✌️度(du)。
(5)裝夾U鑽時,一(yi)定要使U鑽中(zhōng)心與工件中(zhong)心重合,并垂(chuí)直于工件表(biǎo)面。
(6)使用U鑽時(shi),要根據不同(tóng)的零件材料(liao),選擇合适的(de)切削參數。
(7)U鑽(zuàn)試切削時,一(yī)定不要因小(xiǎo)心害怕而随(suí)意減小進給(gěi)量♈或降🆚低轉(zhuan)速,而使U鑽刀(dāo)片破損或U鑽(zuàn)損壞。
(8)使用U鑽(zuàn)加工時,刀片(piàn)出現磨損或(huo)破損時,要仔(zǎi)細分析♋原因(yīn)📱,更換韌性更(gèng)好或更耐磨(mo)刀片。
(9)使用U鑽(zuan)加工階梯孔(kong)時,一定要先(xiān)從大孔開始(shǐ)加工♉,再加工(gong)小孔。
(10)U鑽使用(yòng)時注意切削(xue)液要有足夠(gòu)的壓力,以便(bian)将切🈲屑沖出(chū)。
(11)U鑽上中心和(he)邊緣所使用(yòng)的刀片是不(bú)同的,千萬不(bu)可錯用,否則(ze)将會損壞U鑽(zuàn)刀杆。
(12)使用U鑽(zuan)鑽孔時,可采(cǎi)用工件旋轉(zhuan)、刀具旋轉以(yǐ)及刀具和工(gōng)件同㊙️時旋轉(zhuan)的方式,但是(shi)當刀具以線(xiàn)性進給方✌️式(shi)移🙇🏻動時✨,常用(yong)的方法是采(cǎi)用工件旋轉(zhuǎn)方式。
由于數(shu)控銑端面打(da)中心孔機床(chuáng)是一種高剛(gāng)性加工機床(chuang),在高速u鑽裝(zhuang)備到該種機(jī)床後,山東友(you)泰又做出🈲一(yī)些根據u鑽加(jiā)工特點的改(gai)進,數控雙端(duān)面u鑽♻️機床性(xìng)🚶♀️能已經越來(lai)越穩定,效率(lǜ)高,鑽速高,成(cheng)為一款客戶(hù)高度認可,可(ke)🤟快速提高加(jiā)工性能的機(ji)床。
由于數(shu)控銑端面打(da)中心孔機床(chuáng)是一種高剛(gāng)性加工機床(chuang),在高速u鑽裝(zhuang)備到該種機(jī)床後,山東友(you)泰又做出🈲一(yī)些根據u鑽加(jiā)工特點的改(gai)進,數控雙端(duān)面u鑽♻️機床性(xìng)🚶♀️能已經越來(lai)越穩定,效率(lǜ)高,鑽速高,成(cheng)為一款客戶(hù)高度認可,可(ke)🤟快速提高加(jiā)工性能的機(ji)床。